Производство составных железобетонных свай
В отличие от цельной свая составная состоит из соединяющихся железобетонных секций. Применение данного типа свай целесообразно при обустройстве свайных фундаментов глубокого заложения (более 16 м). Разделение ЖБ сваи на секции позволяет упростить процессы их доставки и погружения.
Существует несколько вариантов стыкового соединения. Самые распространенные из них это: стаканный и сварной стыки. Принципиальные схемы стыков представлены на рисунках 1;2.
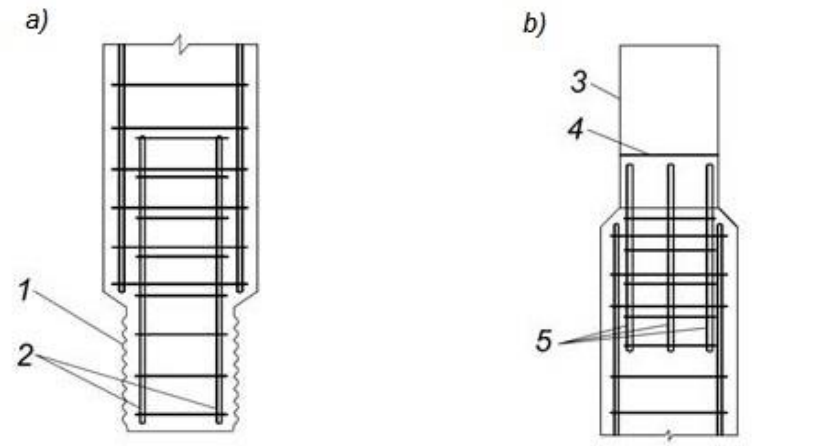
а – верхний; b – нижний элемент сваи;
1 – шпонка с рифлением; 2 – дополнительный каркас; 3 – стакан (труба); 4 – внутренняя перегородка; 5 – анкерные стержни.
Преимуществом данного типа стыка является то, что соединение секций осуществляется без использования дополнительного оборудования непосредственно на копре. Верхняя часть составной сваи устанавливается в стакан нижней и ударом молота погружается в нее. За счет рифления верхняя секция заклинивается в стакане нижней. Данный тип соединения позволяет ускорить процесс погружения свай, так как отпадает необходимость в сварке.
Недостатком данного стыкового соединения является то, что он не рекомендован к применению в фундаментах работающих на выдергивание.
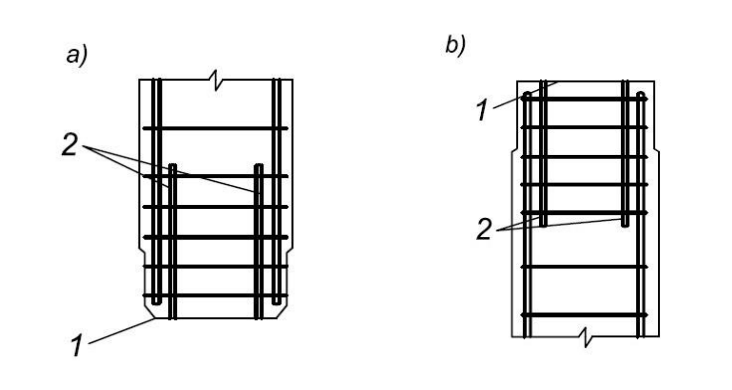
а – верхний; b – нижний элемент сваи; 1 – закладная деталь; 2 – анкерные стержни
Торцы обоих элементов сваи содержат закладные детали. Закладная деталь представляет из себя рамку из уголка с приваренными к ней анкерными стержнями. После соединения верхнего и нижнего элементов сваи пластины сваривают между собой при помощи накладок из листовой стали.
Преимуществом данного стыкового соединения является то, что железобетонная составная свая сварного типа хорошо работает как на выдергивание так и на вдавливание.
Недостатком данного стыкового соединения является его большая трудоемкость.